Introduction to Vertical Mill Bag Dust Collector
Welcome to our blog post where we will dive into the fascinating world of vertical mill bag dust collectors! If you’re a professional in the coal mining industry or any other field that requires grinding and pulverizing materials, then you know just how important it is to have efficient dust collection systems in place. And that’s where the vertical mill bag dust collector comes into play!
In this article, we will explore the components and functions of a vertical mill bag dust collector, uncover its working principle, and discuss the numerous benefits and advantages it offers. We’ll also touch on common issues that may arise with these systems and provide some troubleshooting tips for seamless operation. We’ll share maintenance tips to ensure optimal performance.
So grab your hard hat and join us as we unravel the inner workings of this vital piece of equipment – let’s get started!
Components and Functions of a Vertical Mill Bag Dust Collector
Components and Functions of vertical mill
 Collector
Collector
A vertical mill bag dust collector plays a crucial role in maintaining clean and safe working conditions in industries such as mining, cement production, and power generation. Let’s take a closer look at the various components and functions that make this equipment an essential part of any milling operation.
1. Filter Bags: The heart of the dust collector system, filter bags capture airborne particles generated during the milling process. These high-quality fabric bags are designed to efficiently trap even fine particles, preventing them from being released into the surrounding environment.
2. Pulse Jet Cleaning System: To ensure optimal performance, the vertical mill bag dust collector is equipped with a pulse jet cleaning system. This mechanism periodically cleans the filter bags by directing bursts of compressed air through them, dislodging accumulated dust for easy removal.
3. Fan and Motor: A powerful fan creates suction within the dust collector to draw contaminated air into it. The motor drives this fan, ensuring consistent airflow throughout the system.
4. Hopper and Discharge Valve: As dust collects on the filter bags, it gradually accumulates in the hopper located at the bottom of the unit. The discharge valve allows for convenient disposal of collected material without interrupting operations.
5.
Cyclone Separator (Optional): Some models may include a cyclone separator that helps separate larger particles before they reach the main filter bags. This additional step improves overall filtration efficiency while reducing wear on filters.
By effectively containing airborne particles produced during milling processes, vertical mill bag dust collectors help safeguard workers’ health and prevent environmental contamination.


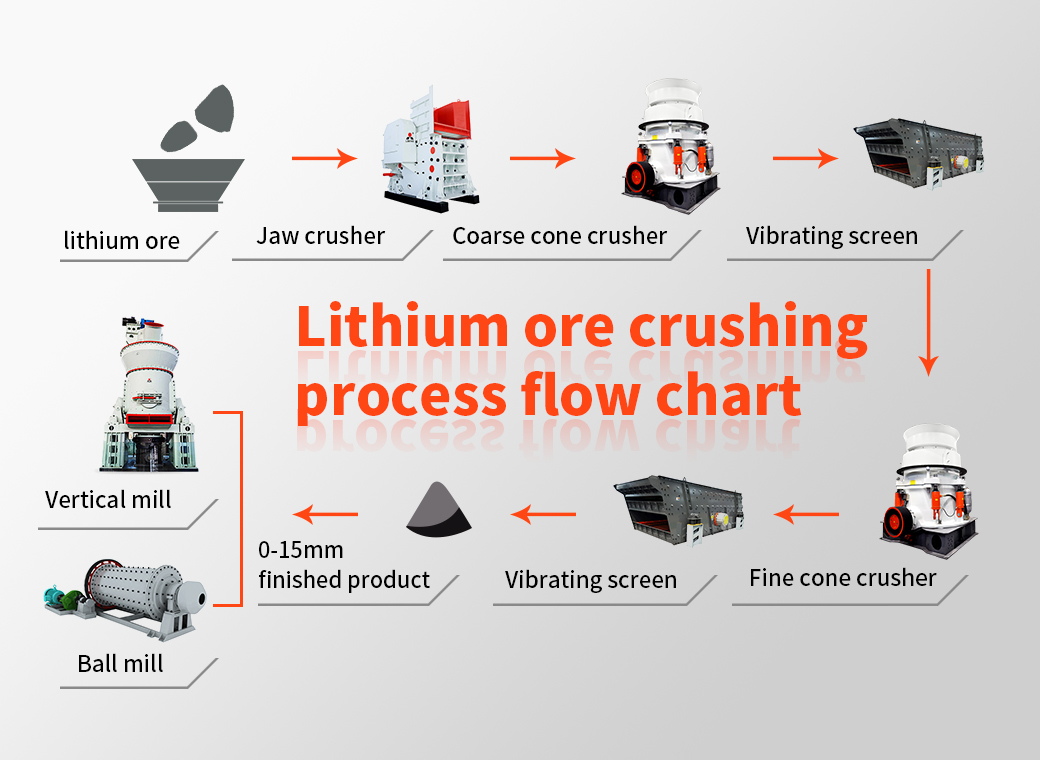
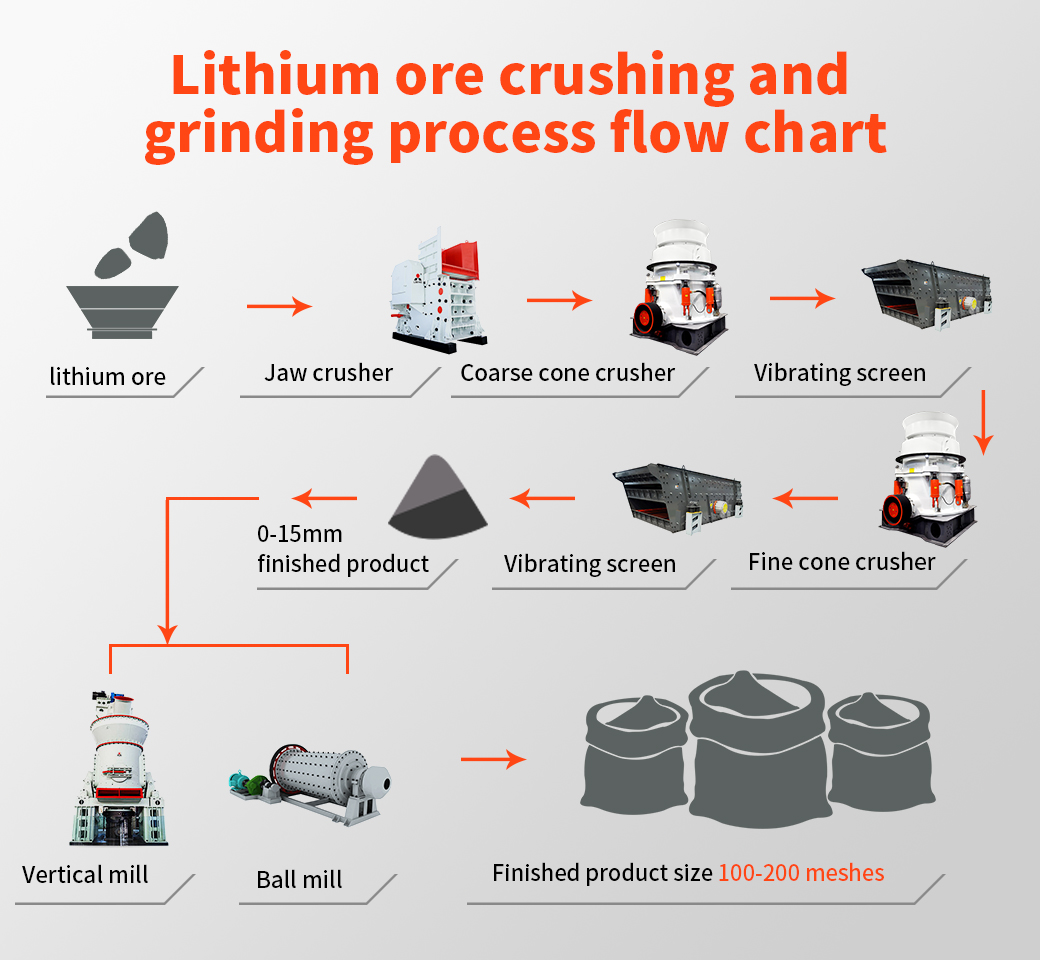 Spodumene: According to the hard rock crushing process, the crushed product is generally 5-40mm, combined with different design requirements of customers, two-end or three-stage crushing, high-grade crushed products (above 4-5%) can be directly used in the metallurgical process to produce lithium carbonate Or lithium hydroxide, the particle size of the finished product is generally around 20-40mm; low-grade generally requires ball mill grinding and separation, and the particle size of the finished product is generally around 5-20mm;
Spodumene: According to the hard rock crushing process, the crushed product is generally 5-40mm, combined with different design requirements of customers, two-end or three-stage crushing, high-grade crushed products (above 4-5%) can be directly used in the metallurgical process to produce lithium carbonate Or lithium hydroxide, the particle size of the finished product is generally around 20-40mm; low-grade generally requires ball mill grinding and separation, and the particle size of the finished product is generally around 5-20mm;